FG-Katalog Fiberglass Jak i lagan proizvod od stakloplastike



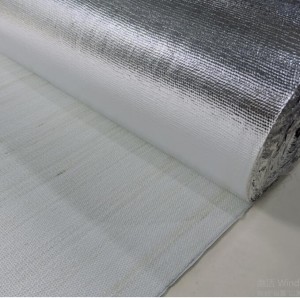
Primjena proizvoda: Traka od staklenih vlakana uglavnom se koristi u industriji: toplinska izolacija, otpornost na vatru, usporavanje upale, brtvljenje itd. Posebno se primjenjuje za brtvljenje i zaštitu svih vrsta kućanskih kamina.
Tehnički pregled:
Radna temperatura:
550 ℃
Raspon veličina:
Širina: 15-300 mm
Debljina: 1,5-5 mm
Standardna duljina: 30M
Više znanja o staklenim vlaknima
PREĐA OD VLAKNA
Proces pretvaranja otopljenog stakla u vlakna zagrijavanjem i izvlačenjem stakla u fina vlakna poznat je tisućljećima; međutim, tek je industrijski razvoj tijekom 1930-ih omogućio masovnu proizvodnju ovih proizvoda prikladnih za tekstilnu primjenu.
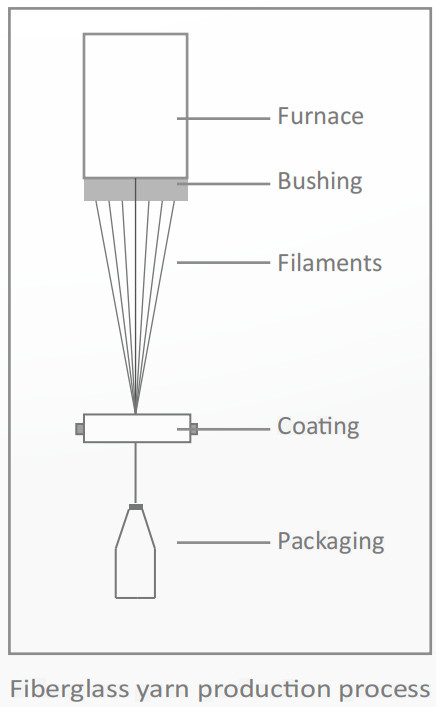
Vlakna se dobivaju kroz proces u pet koraka poznat kao šarža, taljenje, fiberizacija, premazivanje i sušenje/pakiranje.
• Doziranje
Tijekom ovog koraka, sirovine se pažljivo važu u točnim količinama i temeljito miješaju ili doziraju. Na primjer, E-staklo se sastoji od SiO2 (silika), Al2O3 (aluminijev oksid), CaO (kalcijev oksid ili vapno), MgO (magnezijev oksid), B2O3 (borov oksid), itd…
•Taljenje
Nakon što se sastavi, materijal se šalje u posebne peći s temperaturom od oko 1400°C. Obično su peći podijeljene u tri sekcije s različitim temperaturnim rasponom.
• Fiberizacija
Rastaljeno staklo prolazi kroz čahuru izrađenu od legure platine otporne na eroziju s određenim brojem vrlo finih otvora. Mlazovi vode hlade filamente dok izlaze iz čahure i uzastopno ih skupljaju zajedno brzi namotači. Budući da se ovdje primjenjuje napetost, struja rastaljenog stakla se uvlači u tanke filamente.
•Premazivanje
Na filamente se nanosi kemijski premaz koji djeluje kao lubrikant. Ovaj je korak neophodan kako bi se filamenti zaštitili od habanja i lomljenja dok se skupljaju i namotavaju u pakete.
•Sušenje/pakiranje
Izvučene niti skupljaju se zajedno u snop, tvoreći staklenu nit sastavljenu od različitog broja niti. Konac se namotava na bubanj u paket za oblikovanje koji podsjeća na kalem konca.
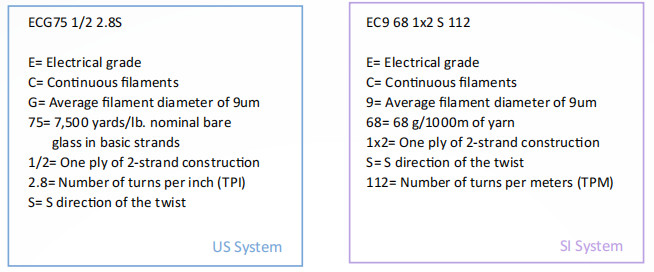
NOMENKLATURA PREĐE
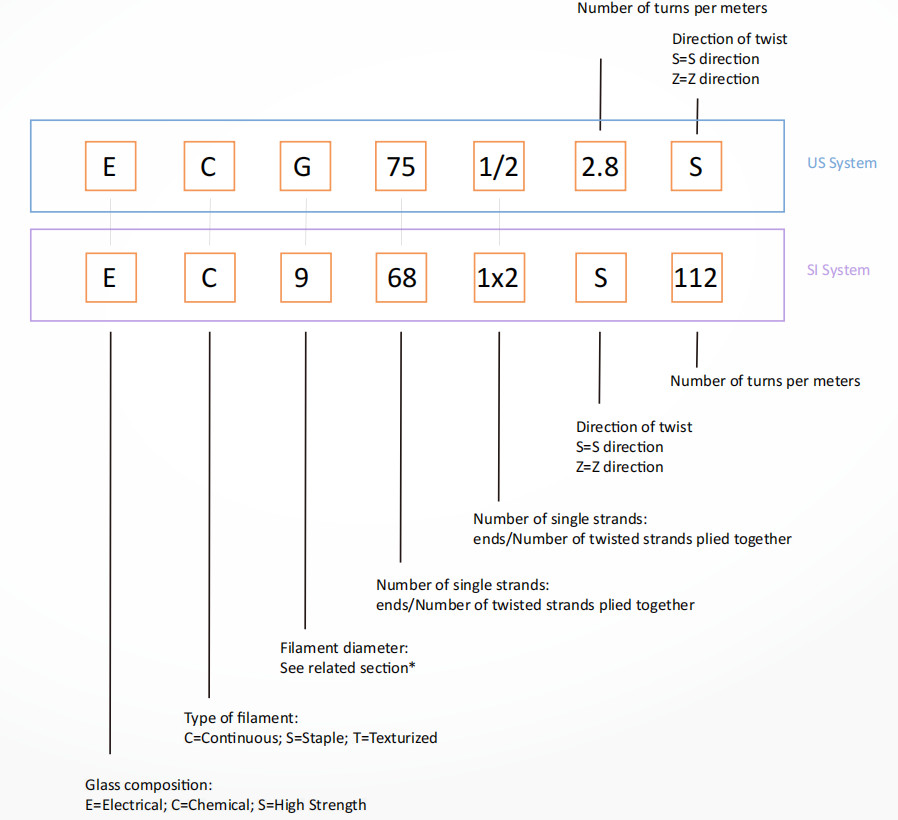
Staklena vlakna se obično identificiraju ili američkim uobičajenim sustavom (sustav inča-funte) ili SI/metričkim sustavom (TEX/metrički sustav). Oba su međunarodno priznati mjerni standardi koji identificiraju sastav stakla, vrstu filamenta, broj niti i konstrukciju niti.
Ispod je specifični sustav identifikacije za oba standarda:
NOMENKLATURA PREĐE (nastavak)
Primjeri sustava identifikacije pređe
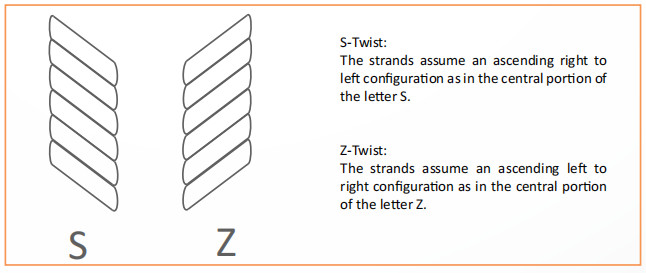
Smjer uvijanja
Upredanje se mehanički primjenjuje na pređu kako bi se osigurale prednosti u smislu poboljšane otpornosti na abraziju, bolje obrade i veće vlačne čvrstoće. Smjer uvijanja obično je označen slovom S ili Z.
Pravac S ili Z pređe može se prepoznati po nagibu pređe kada se drži u okomitom položaju
NOMENKLATURA PREĐE (nastavak)
Promjeri pređe - Usporedbe vrijednosti između američkog i SI sustava
| Američke jedinice (slovo) | SI jedinice (mikroni) | SI jediniceTEX (g/100 m) | Približan broj filamenata |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Usporedne vrijednosti - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
PREĐA
E-Glass Kontinuirana upredena pređa
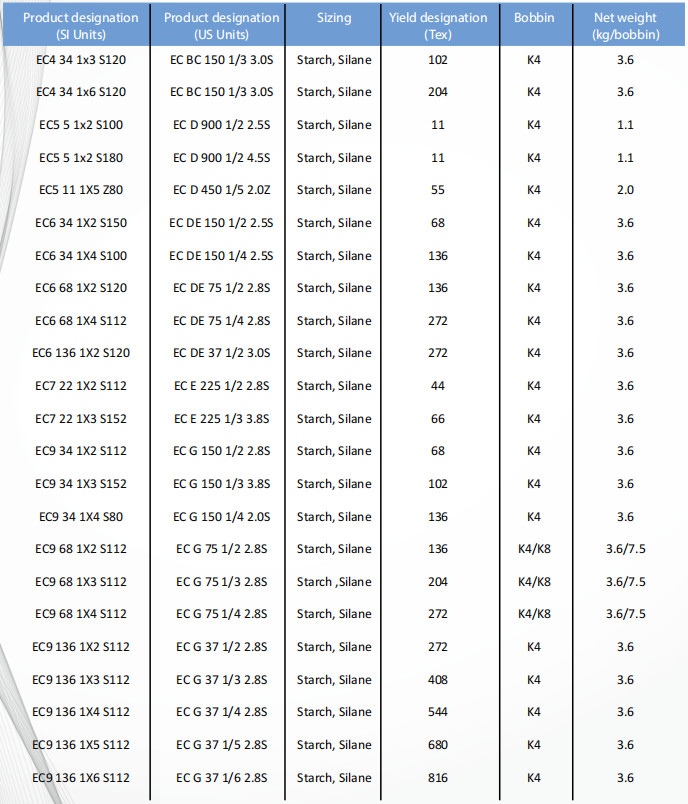
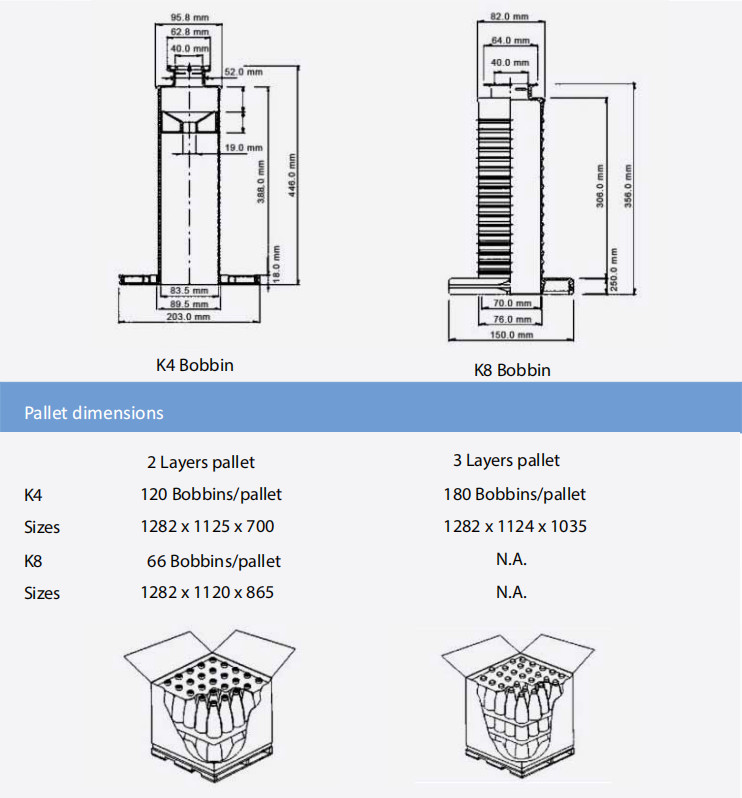
Pakiranje
E-Glass Kontinuirana upredena pređa